

вЛЁЂЧАбд
ЭтдВФЅ,ЭтдВФЅЯї жївЊдкЭтдВФЅДВЩЯНјааЃЌгУвдФЅЯїжсРрЙЄМўЕФЭтдВжљЁЂЭтдВзЖКЭжсМчЖЫУцЁЃ
ФЅЯїЪБЃЌЙЄМўЕЭЫйа§зЊЃЌШчЙћЙЄМўЭЌЪБзїзнЯђЭљИДвЦЖЏВЂдкзнЯђвЦЖЏЕФУПДЮЕЅааГЬЛђЫЋааГЬКѓЩАТжЯрЖдЙЄМўзїКсЯђНјИјЃЌГЦЮЊзнЯђФЅЯїЗЈЁЃ
БОЮФНВНтЭтдВФЅДВЩЯФЅЭтдВгаЫФжжЗНЗЈЁЃ
ЖўЁЂЭтдВФЅДВЩЯФЅЭтдВгаЫФжжЗНЗЈЃК
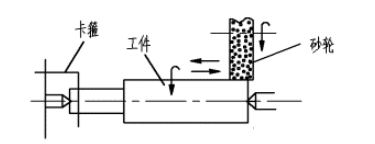
ЃЈ1ЃЉзнФЅЗЈ
ФЅЯїЪБЃЌЩАТжИпЫйа§зЊЃЌЙЄМўзїдВжмНјИјдЫЖЏЃЌЙЄзїЬЈзїзнЯђНјИјдЫЖЏЁЃ
УПДЮзнЯђааГЬЛђЭљИДааГЬНсЪјКѓЃЌЩАТжзївЛДЮаЁСПЕФКсЯђНјИјЃЌЕБЙЄМўГпДчДяЕНвЊЧѓЪБЃЌдйЮоКсЯђНјИјЕизнЯђЭљИДФЅЯїМИДЮЃЌжБжСЛ№ЛЈЯћЪЇЃЌЭЃжЙФЅЯїЁЃШчЭМЫљЪОЁЃ
знФЅЗЈЕФФЅЯїЩюЖШаЁЃЌФЅЯїСІаЁЃЌФЅЯїЮТЖШЕЭЃЌзюКѓМИДЮЮоКсЯђНјИјЕФЙтФЅааГЬЃЌФмЯћГ§гЩЛњДВЁЂЙЄМўЁЂМаОпЕЏадБфаЮЖјВњЩњЕФЮѓВюЃЌЫљвдФЅЯїОЋЖШНЯИпЃЌБэУцДжВкЖШаЁЃЌЪЪКЯгкЕЅМўаЁХњСПЩњВњКЭЯИГЄжсЕФОЋФЅЁЃ
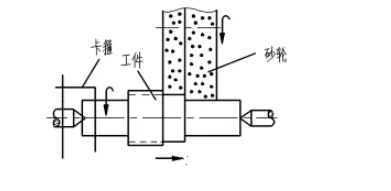
ЃЈ2ЃЉКсФЅЗЈ(ЧаШыФЅЗЈ)
ФЅЯїЪБЃЌЙЄМўВЛзїзнЯђНјИјдЫЖЏЃЌВЩгУБШЙЄМўБЛМгЙЄБэУцПэ(ЛђЕШПэ)ЕФЩАТжСЌајЕиЛђМфЖЯЕивдНЯТ§ЕФЫйЖШзїКсЯђНјИјдЫЖЏЃЌжБжСФЅЕєШЋВПМгЙЄгрСПЁЃ
КсФЅЗЈЕФЩњВњТЪИпЃЌЕЋЩАТжЕФаЮзДЮѓВюжБНггАЯьЙЄМўЕФаЮзДОЋЖШЃЌЫљвдМгЙЄОЋЖШНЯЕЭЃЌЖјЧвгЩгкФЅЯїСІДѓЃЌФЅЯїЮТЖШИпЃЌЙЄМўШнвзБфаЮКЭЩеЩЫЃЌФЅЯїЪБгІЪЙгУДѓСПРфШДвКЁЃ
КсФЅЗЈжївЊгУгкДѓХњСПЩњВњЃЌЪЪКЯФЅЯїГЄЖШНЯЖЬЁЂОЋЖШНЯЕЭЕФЭтдВУцЁЃШчЭМЫљЪОЁЃ
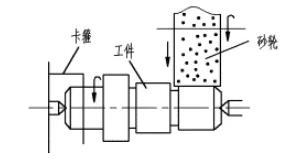
ЃЈ3ЃЉЗжЖЮзлКЯФЅЗЈ
ЯШВЩгУКсФЅЗЈЖдЙЄМўЭтдВБэУцНјааЗжЖЮФЅЯїЃЌУПЖЮЖМСєЯТ0.01ЁЋ0.03mmЕФОЋФЅгрСПЃЌШЛКѓгУзнФЅЗЈНјааОЋФЅЁЃ
етжжФЅЯїЗНЗЈзлКЯСЫКсФЅЗЈЩњВњТЪИпЃЌзнФЅЗЈОЋЖШИпЕФгХЕуЃЌЪЪКЯгкЕБФЅЯїМгЙЄгрСПНЯДѓЃЌИеадНЯКУЕФЙЄМўЁЃ
ЃЈ4ЃЉЩюФЅЗЈ
НЋЩАТжЕФвЛЖЫЭтдЕаоГЩзЖаЮЛђНзЬнаЮЃЌбЁдёНЯаЁЕФдВжмНјИјЫйЖШКЭзнЯђНјИјЫйЖШЃЌдкЙЄзїЬЈвЛДЮааГЬжаЃЌНЋЙЄМўЕФМгЙЄгрСПШЋВПФЅГ§ЃЌДяЕНМгЙЄвЊЧѓГпДчЁЃЩюФЅЗЈЕФЩњВњТЪБШзнФЅЗЈИпЃЌМгЙЄОЋЖШБШКсФЅЗЈИпЁЃ
ЕЋаоећЩАТжНЯИДдгЃЌжЛЪЪКЯДѓХњСПЩњВњЃЌИеадНЯКУЕФЙЄМўЃЌЖјЧвБЛМгЙЄУцСНЖЫгІгаНЯДѓЕФОрРыЗНБуЩАТжЧаШыКЭЧаГіЁЃ
Ш§ЁЂзнФЅЗЈФЅЯїЭтдВВНжшЃК
a.ЦєЖЏЛњДВгЭБУЕчЛњЃЛ
b.ЦєЖЏЩАТжЕчЛњЃЛ
c.ЦєЖЏПьЫйНјЭЫЗЇЃЌНЋЩАТжПьЫйвЦНќЙЄМўЃЌЙЉРфШДвКЃЛ
d. ЦєЖЏЙЄзїЬЈзїзнЯђНјИјдЫЖЏЃЌвЁНјИјЪжТжЃЌШУЩАТжЧсЮЂНгДЅЙЄМўБэУцЃЛ
e.ЕїећЧаЯїЩюЖШЃЛ
f.ЯШНјааЪдФЅЃЌБпФЅБпЕїећзЖЖШЃЌжБжСЯћГ§зЖЖШЮѓВюЃЛ
g.ДжФЅЃЌУПДЮЧаЩюЮЊ0.01~0.025mmЃЛ
h.ОЋФЅжСЙцЖЈГпДчЃЌУПДЮЧаЩюЮЊ0.005~0.015mmЃЛ
i.НјааЙтФЅЃЌЮоКсЯђНјИјЃЌжБжСЛ№ЛЈЯћЪЇЃЛ
j.ЭЃжЙЛњДВЃЌМьбщЙЄМўЁЃ
ЃЈРДдДЃКПЈХЬММЪѕзЩбЏСЊУЫЃЉ

